![]()
![]()

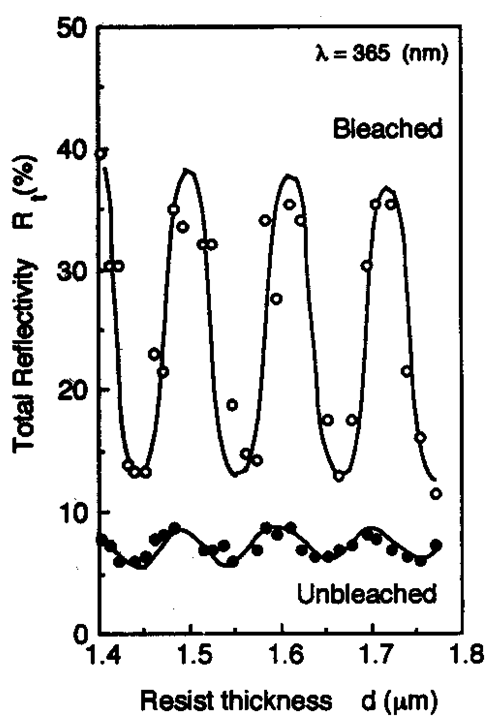
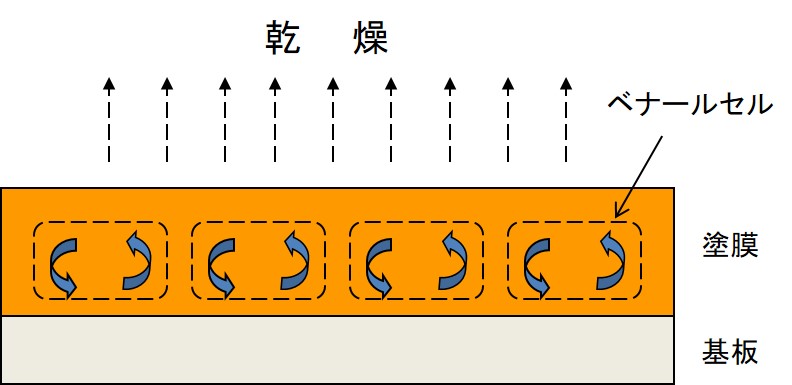
液晶パネルや太陽電池パネルの大型化に伴い、大面積対応のコーティングプロセスの高精度化が求められる。パネル面内の膜厚および膜質均一性は、重要な管理パラメータである。しかし、右図のような乾燥むらと称するコーティング後の濃淡模様が製造上の問題となっている。この乾燥むらも、液体内対流が原因で生じる。乾燥むらの濃淡は、以下のように、塗膜の僅かな膜厚変化を反映している。
Δd = λ / 4n
ここで、Δdは濃淡領域の膜厚差、λは光の波長、nは波長λにおける塗膜の屈折率である。高分子膜の場合、可視光線(λ=500nm)、屈折率n=1.6とすると、濃淡の膜厚差Δdは78nmとなる。よって、下図のように、コーティング後の乾燥むらの濃淡は、約80nmの膜厚差を反映していることとなり、液晶パネルなどの光学デバイスにおいては製造上の問題となる。
下図のように、乾燥むらは塗工液内の溶剤が乾燥中に対流し、同時に樹脂成分を移動させることで生じる。液滴の場合と異なり、塗工膜は面積が大きいため、各セグメントに分かれて対流が生じる。このセグメントはベナールセルと称し、日常的にもよく観察される。身近なところでは、味噌汁などの溶質を含む液体を観察すると、分割したセル模様が見られる。理想的な条件下では、六角形の集合体として観察できる。対流による乾燥むらは時間経過とともに過剰になる。よって、塗膜の乾燥むらを防ぐには、コーティング後の速やかな乾燥が必要である。
参考文献
